TIG signifie « Tungstène Inert Gaz ». Pour obtenir la fusion de métaux à assembler, on utilise l’énergie d’un arc électrique qui est établi entre une électrode de tunstène et la pièce sous protection d’un gaz inerte (neutre).
Le générateur de courant de soudage
Il existe deux type de courants:
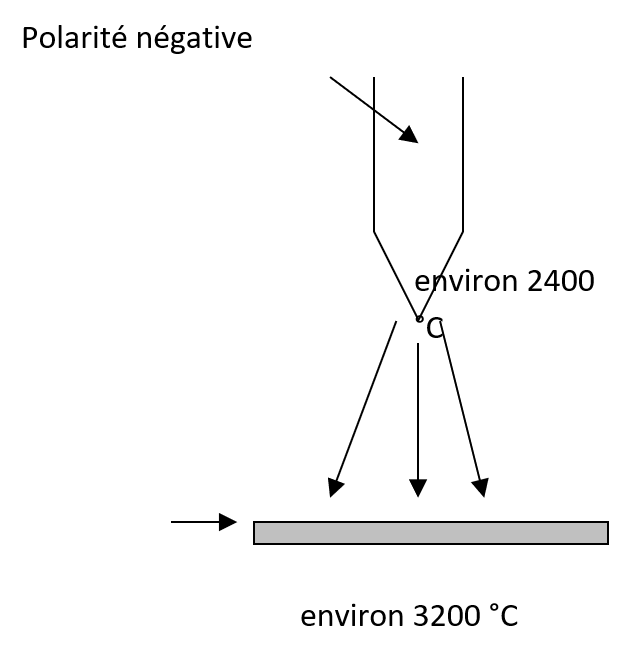
Le courant continu : C’est le courant qui permet de souder les aciers. Les électrons vont du moins vers le plus, le côté le plus chaud de l’arc est le positif. Il faut toujours que la torche soit au négatif. Dans le cas inverse, l’électrode se consumera. (Point de fusion, environ 3100 °C).
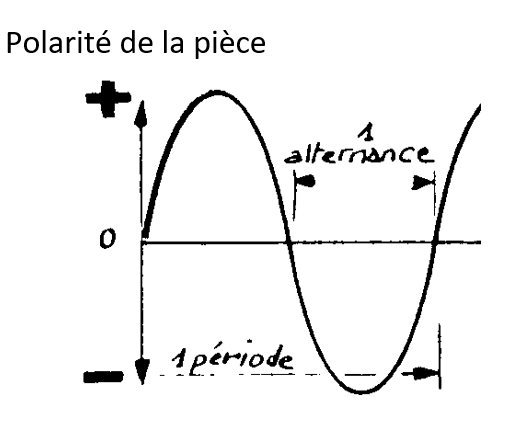
Et le courant alternatif : Ce courant est utilisé pour souder principalement l’aluminium et ses alliages. Il y a une différence importante entre la température de fusion de l’aluminium et ses alliages (560 à 660 °C) et l’oxyde en surface (2050°C). Il faut donc éliminer cet oxyde pour souder correctement.
Les torches
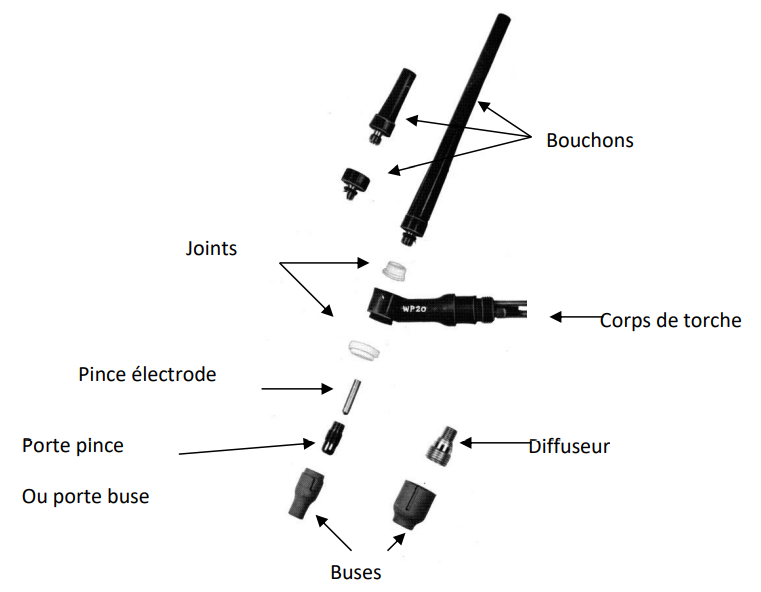
Leurs rôles est de : Maintenir l’électrode de tungstène, amener le courant de soudage, assurer l’écoulement du gaz et ouvrir ou fermer les différents circuits.
Il en existe, également, 2 types :
Les torches à refroidissement naturel : Le refroidissement s’effectue par la circulation du gaz de protection. Elles sont en général prévues pour des faibles intensités (inférieures à 100 A)
Les torches à refroidissement par eau : Le refroidissement est assuré par une circulation d’eau. Elles sont utilisées pour les fortes intensités et les utilisations intensives.
Voici un schéma représentant les différents composants d’une torche :
Le gaz
Comme son nom l’indique le TIG utilise du gaz inerte. Le gaz le plus utilisé est l’argon. L’argon est un gaz ionisant (rend l’espace électrode / pièce plus conducteur). Certains mélanges peuvent améliorer les performances :
Argon / hélium pour augmenter les épaisseurs ou vitesse de soudage.
Argon / hydrogène aspect, pénétration et vitesse sur inoxydable.
L’azote est parfois utilisé pour les protections envers.
Le refroidisseur
En utilisation intensive la torche TIG va chauffer il devient donc indispensable de refroidir la torche par un circuit d’eau. L’eau froide va directement dans la tête de la torche par un tuyau et revient par le tuyau qui entoure le câble de puissance en cuivre de la torche.
Les avantages et inconvénients du soudage TIG
Avantages du soudage TIG
Inconvénients du soudage TIG
C’est un des procédés manuels qui permet des soudures de très bonne qualité.
Le cordon a un aspect fini qui nécessite peu de nettoyage.
Il permet de souder la plupart des métaux et alliages, facilement dans toutes les positions.
On peut l’automatiser ou le robotiser.
Sa faible vitesse de soudage qui le limite aux faibles épaisseurs ou aux premières passes.
La nécessité de parfaitement nettoyer les pièces (blanchissage, dégraissage) en aciers et de décaper (retirer la couche d’alumine) les alliages d’aluminium.
Si vous souhaitez en savoir plus sur nos formations en soudage TIG, nous vous invitons à consulter nos fiches formations :